
www.industrieweb.fr
14
'22
Written on Modified on
Mesure très rapide de profil d’aube aérodynamique
La technologie de numérisation laser avancée permet une mesure rapide et précise de profils d’aube, quels que soient le matériau et la finition de surface.
Le contrôle qualité des aubes aérodynamiques a considérablement gagné en efficacité. Les systèmes de mesure sans contact fournissent des résultats rapides et précis.
L’inspection des aubes d’un profil aérodynamique peut prendre beaucoup de temps. Le contrôle qualité peut en effet durer aussi longtemps que la fabrication elle-même parce qu’il requiert des niveaux de précision extrêmes. La forme d’un profil aérodynamique ou d’une pale de turbine peut varier considérablement en raison de la diversité des applications. Ces caractéristiques ont des tolérances très spécifiques ; tout défaut potentiel risque d’altérer les propriétés aérodynamiques et rendre la gestion du carburant inefficace.
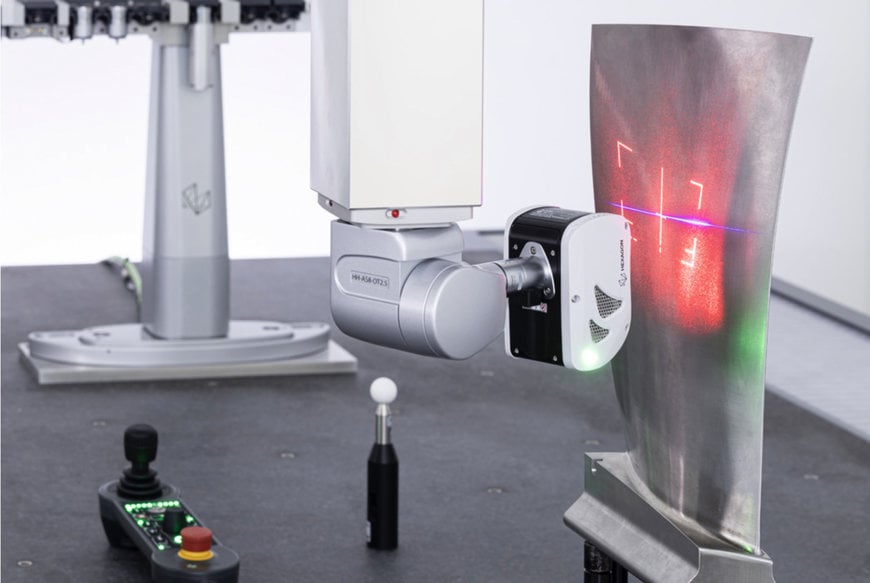
C’est en particulier le cas si la forme effective du bord d’attaque s’écarte de la forme nominale et présente des méplats dus à l’usure. Elle peut également provoquer des points chauds dangereux sur les lames elles-mêmes. En combinaison avec la machine à mesurer tridimensionnelle (MMT) GLOBAL S, le scanner laser HP-L-10.10 peut traiter rapidement une lame aérodynamique complète et mesurer sans difficulté pratiquement tout type de matériau ou de finition de surface.
Les stratégies de mesure tactile constituent la manière habituelle d’atteindre le niveau de précision exigé pour le contrôle de profils aérodynamiques. Certes, elles fournissent une haute précision, mais le contact physique le long de la surface de la pièce sur une trajectoire linéaire est chronophage et peut même endommager l’aube.
Selon les prévisions, l’industrie aéronautique aura besoin de 40 000 avions supplémentaires au cours des prochaines années, d’où la nécessité d’accélérer le contrôle qualité. Dans le domaine de l’inspection des aubes aérodynamiques, l’utilisation de systèmes de mesure sans contact a traditionnellement impliqué un compromis entre trois facteurs : la flexibilité, la précision et le rendement. Plus de compromis avec le scanner laser HP-L-10.10. Il peut numériser rapidement des objets complexes en relevant jusqu’à 600 000 points par seconde. En combinaison avec le rendement et la densité de points plus élevés de la technologie de numérisation laser à ligne, vous obtenez un véritable changement d’étape en matière d’efficacité.
La mesure sans contact d’aubes s’est rationalisée
Traditionnellement, les opérateurs préparaient les pièces avant le contrôle avec, par exemple, un spray, pour compenser les variations de réflexion et de réfraction des surfaces. L’application de spray sur la surface peut affecter la précision de mesure, car c’est un processus manuel difficile à reproduire. Le scanner laser HP-L-10.10 supprime cette étape grâce à la technologie SHINE (suppression systématique d’incertitudes à haut degré d’intelligence) de Hexagon. SHINE apporte des avantages à l’industrie aéronautique en offrant la possibilité de collecter des données très précises de haute qualité, même sur les surfaces réfléchissantes.
La mesure sans contact élimine la possibilité de laisser des marques sur les aubes plus récentes à surface réfléchissante. Comme le capteur se caractérise par une grande plage dynamique optique, il peut facilement numériser différentes surfaces sans ajustements manuels. Cette solution permet de numériser des sections de profil aérodynamique en une seule passe, ce qui peut considérablement réduire les goulots d’étranglement au niveau du contrôle.
L’avantage d’utiliser un scanner laser à ligne avec une MMT, est que vous pouvez numériser facilement des aubes de différentes tailles, aussi bien celles pour de petits compresseurs que de grandes turbines pour l’énergie électrique. Le capteur utilise une ligne laser longue (jusqu’à 90 mm). Toute la surface d’une lame peut donc être numérisée très rapidement. Il offre aussi une distance de travail flexible et une vitesse de numérisation variable de sorte que le laser peut réaliser des scans plus lents avec une haute densité de points dans les zones critiques exigeant un contrôle plus détaillé.

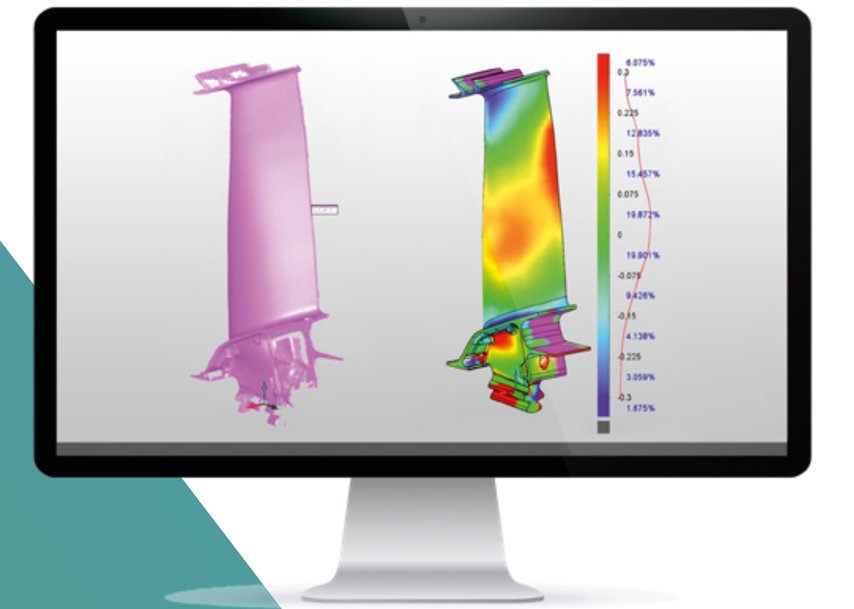
Prise en charge de la visualisation et des rapports
La visualisation et la fonctionnalité rapport étendue sont une caractéristique unique de cette solution. Après l’exécution du scan, le logiciel permet aux utilisateurs de générer une carte en couleur de la pièce. Cela simplifie considérablement le contrôle visuel. À partir de là, la caméra grand-angle (OVC) peut prendre une image des zones concernées. Une telle documentation photographique est idéale pour illustrer les rapports et présentations. La possibilité de capturer et de partager des images prises sur place, favorise la collaboration entre les unités de conception, d’ingénierie et de fabrication. Les photos de l’OVC apportent d’importantes informations et aident l’équipe à localiser et à supprimer des défauts liés à la conception ou à la fabrication.
Pour tirer profit de la solution complète, il est possible de commander le processus avec le module d’extension Blade du logiciel de métrologie PC-DMIS leader de Hexagon. PC-DMIS Blade a été développé en collaboration avec l’industrie aéronautique comme solution clé en main pour les fabricants de profils aérodynamiques.
Avec PC-DMIS Blade, les ingénieurs de fabrication et de contrôle qualité peuvent mesurer la géométrie complexe des profils aérodynamiques avec une interface utilisateur simple. La mise en œuvre de différentes routines de mesure est conviviale, et le logiciel peut être facilement configuré pour vérifier et documenter des caractéristiques d’aubages critiques, comme le profil, les lignes de cambrure moyennes, l’épaisseur de bord, les angles de corde et de torsion.
En combinant des produits de la division Manufacturing Intelligence de Hexagon, ce contrôle qualité complexe devient plus rapide, plus simple et plus rationnel.
www.hexagon.com
