
www.industrieweb.fr
05
'18
Written on Modified on
Aussi sûr qu’efficace.
Le système de protection amovible HAIMER Safe-Lock™ est en train de devenir la norme de l'industrie.

À ce jour, Safe-Lock™ est devenu LA norme de facto dans le domaine du maintien des outils pour les opérations de fraisage. Au cours des dix dernières années, depuis l'introduction du système Safe-Lock™, il est communément admis que cette technique de serrage de l'outil est souvent nettement supérieure aux mandrins de fraisage conventionnels comme les porte-outils à queue Weldon. Preuve en est par le grand nombre de partenaires ayant acquis la licence, dont certains se classent parmi les principaux fabricants d'outils coupants et de porte-outils au monde - par exemple Walter, Widia, Sandvik Coromant, Seco Tools, Sumitomo, Kennametal, Helical, Emuge Franken, Data Flute, Niagara, OSG et Mapal. En 2017, Iscar et Ingersoll ont également décidé d'offrir des outils à queue Safe-Lock™. De plus, la gamme de porte-outils de frettage Safe-Lock™ est devenu beaucoup plus importante au cours des dernières années. En plus des mandrins hydrauliques avec système Safe-Lock™ de Kennametal, Mapal travaille déjà à l’introduction de sa nouvelle gamme de porte-outils hydrauliques avec Safe-Lock™ sur le marché.
Andreas Haimer, directeur général de HAIMER GmbH, explique : « Nous sommes fiers que notre système de protection Safe-Lock™ se soit imposé comme la nouvelle norme dans l'industrie lourde et du fraisage d’ébauche et prenne de plus en plus d'importance dans d'autres domaines tels que le fraisage trochoïdal. Nous sommes également très fiers de nos nouveaux partenaires de licence, qui contribuent à l'expansion de la gamme Safe-Lock™ et le rendent également disponible pour un plus grand nombre d'utilisateurs finaux. »
Réussite dans l'industrie aérospatiale
Safe-Lock™ a émergé des exigences de l'usinage lourd, un défi quotidien dans les secteurs de l'aéronautique et de l'énergie. Des matériaux innovants tels que divers alliages de titane sont non seulement légers, mais également très rigides, résistants à la corrosion et difficiles à usiner. Cela n'affecte pas seulement les concepts et processus de la machine, mais aussi les outils de coupe et les porte-outils utilisés.
De nombreuses pièces sont fabriquées à partir d'un bloc massif - pendant ce processus de fraisage, jusqu'à 90% du matériau peut être usiné. Afin d'optimiser le processus économiquement et qualitativement et pour obtenir un taux d'enlèvement de copeaux élevé, on choisit des couples élevés et des vitesses d'avance avec des vitesses de rotation basses. Mais au cours de cette opération d’usinage de haute performance (HPC), des forces de traction élevées se produisent. En combinaison avec des vitesses de coupe et des avances élevées, un mouvement de flexion de l'outil dans le porte-outil est créé, ce qui augmente le risque d'arrachement de l'outil. Cela affecte particulièrement tous les modèles de porte-outils à fort serrage, précis en terme de concentricité et de maîtrise du faux rond en sortie d’outil, comme par exemple des mandrins de frettage, hydrauliques ou de fraisage.
En conséquence, Safe-Lock™ est maintenant répandu dans l'industrie aérospatiale. Alexander Steurer, Senior Manager NC - Programmation des composants du stator chez MTU Aero Engines à Munich, explique leur décision d'utiliser le système HAIMER: «Grâce au Safe-Lock™ et à la technologie de frettage de HAIMER, nous garantissons la fiabilité du procédé même avec le fraisage de matériaux difficiles à haute température. Ceci est une condition préalable pour garantir un usinage sans collision pendant la fabrication des cadres et des moulages, étant donné notre haut degré d'automatisation. » La combinaison de la sécurité anti-arrachement et de la précision de la concentricité réduit les vibrations et stabilise donc le processus d’usinage. En raison de l'augmentation de la profondeur de coupe et de l'avance, le taux de volume copeaux généré peut être considérablement augmenté. De plus, en raison de l'excellente précision d'exécution, la durée de vie de l'outil peut être améliorée jusqu’à 50% !
Les avantages d'un faux-rond de moins de 3 μm, la conception symétrique du Safe-Lock™ et la possibilité de préréglage facile étaient des raisons majeures pour que MTU passe au système HAIMER au lieu de continuer à utiliser les porte-outils de type Whistle Notch ou Weldon. Bien que ces autres systèmes empêchent l'outil de descendre quand il est correctement installé, ils sont tous les deux de conception asymétrique, ce qui entraîne donc un défaut de concentricité et un déséquilibre de l’assemblé outil/porte-outil.
Productivité accrue avec Safe-Lock™
Cependant, Safe-Lock™ n'a pas seulement trouvé des adeptes enthousiastes dans l'industrie aérospatiale. Travaillant chez Glätzer, Daniel Rautenbach sait à quel point l'industrie automobile peut être compétitive et minutieuse. Le directeur général des spécialistes de l'usinage CNC de Solingen explique : «La qualité parfaite et la fiabilité de la livraison sont les conditions de base pour être compétitif dans notre industrie. Le prix est très compétitif. Par conséquent, dans notre entreprise, l’efficacité du processus l’emporte sur la différence entre les profits et les pertes, d'où l’exigence d’une qualité sans compromis qui devient nécessaire. »
Grâce à l'un des plus gros projets dans ce domaine, Ingo Schulten, responsable des opérations, a pris connaissance du système de sécurité HAIMER Safe-Lock ™ et a commencé à l'utiliser à la mi 2013 sur une pièce de freinage en fonte à graphite sphéroïdal, type EN-GJS-800-2. Monsieur Schulten explique que « pour fraiser des contours concaves, la surface de contact entre l'outil coupant et la pièce est souvent critique car celle-ci peut en réalité atteindre 30 à 40% du diamètre de la fraise en prise. Les forces d'engagement et de coupe alors extrêmement élevées font que l'outil peut avoir tendance à sortir de son logement du porte-outil. Les mandrins Weldon utilisés garantissaient que l'outil de coupe restait dans le porte-outil, mais la vis de verrouillage latérale empêchait l'outil d'obtenir une bonne précision ». Selon Mr Schulten, «la durée de vie de l'outil était très instable, ce qui a même conduit parfois à sa rupture !».
Les essais de fraisage avec Safe-Lock™ l'ont convaincu, ainsi que les autres employés de Glätzer. "Pour nous, le passage au système Safe-Lock™ semblait évident, c’est un peu comme l'utilisation d'un démarreur électrique, au lieu d'une manivelle pour démarrer une voiture" explique M. Schulten avec enthousiasme. « Nous avons amélioré nos vitesses de coupe de manière significative et la durée de vie de l'outil a augmenté de 40% de manière constante. »
Avantages de la coupe à grande vitesse
Safe-Lock™ devient également de plus en plus populaire dans d'autres industries et notamment lors de l'usinage HSC (haute vitesse de coupe) avec des fraises en bout à forte hélice ainsi que dans le fraisage trochoïdal. Pendant les opérations de fraisage trochoïdal, dans lesquels la vitesse de coupe et la profondeur de coupe axiale peuvent être augmentées grâce aux logiciels d’optimisation des stratégies d’usinage, la productivité est considérablement améliorée. Ainsi, les opérations de fraisage sont effectuées trois fois plus vite avec des profondeurs de coupe plus profondes, même lorsqu'il s'agit de matériaux durs et difficiles à usiner.
Cependant, cela augmente également le risque d’extraction de l'outil. Bien qu’un faible engagement radial de l’outil (ae) soit généralement programmé lors des opérations de fraisage trochoïdal, souvent toute la hauteur de coupe de l'outil est utilisée pendant le processus. Cela se traduit par des forces axiales plus élevées qui obligent l'opérateur à faire attention au serrage de l'outil de coupe. Un mandrin de frettage équipé du Safe-Lock™ est la solution idéale car il offre plus de sécurité que le système Weldon, est plus facile à installer et plus précis. Les caractéristiques idéales d'équilibrage et de faux-rond de la technologie de frettage associée à la sécurité de serrage du système Safe-Lock™ permettent un gain de productivité accru grâce à des vitesses plus rapides et une durée de vie augmentée, le tout garanti.
BOÎTE D'INFO
Serrage d'outil sûr et efficace
Le principe Safe-Lock™ peut être expliqué comme suit: des rainures hélicoïdales sont usinées par rectification sur la queue de l'outil de coupe. Ces rainures sont réalisées en sens opposé à celui du sens de rotation de l’outil dans la broche. La forme mâle de ces rainures est réalisée par EDM (électroérosion) dans le porte-outil (mandrins de frettage, pince de serrage type ER ou mandrins hydrauliques). Les rainures empêchent toute rotation ou glissement de l'outil de coupe dans son logement et tout risque d’extraction lors des usinages extrêmes, avantage important quand il faut produire des pièces à forte valeur ajoutée. La combinaison de la protection anti-arrachement et de la grande précision du faux-rond entraîne moins de vibrations et des taux de débit copeaux très élevés permettant d’augmenter la profondeur de coupe et les avances, donc la productivité. Autre avantage non négligeable, l'usure des outils s’en trouve réduite.
En 2017, Iscar et Ingersoll ont reçu une licence pour des outils coupants. Grâce à l’offre importante des fabricants d’outils, Safe-Lock™ est devenu un standard pour de nombreuses industries.
Image: Haimer

MTU Aero Engines gère des applications d'ébauche difficiles pour le turbopropulseur militaire TP400-D6 avec Haimer Safe-Lock™. MTU est responsable du compresseur à pression intermédiaire du TP400-D6, de la turbine à pression intermédiaire et de l'arbre à pression intermédiaire et a un intérêt dans l'unité de commande du moteur. En outre, l'assemblage final de tous les moteurs de production TP400-D6 a lieu chez MTU Aero Engines à Munich.
Image: MTU Aero Engines
Le PDG de Glätzer, Daniel Rautenbach (à droite) et le manager Ingo Schulten étendent continuellement l'utilisation de la technologie de frettage HAIMER, avec et sans Safe-Lock™: "Pour nous, le passage à la technologie Safe-Lock™ semble aussi évident que l’utilisation d’une clé à la place d'une manivelle pour démarrer une voiture. "
Image: Haimer
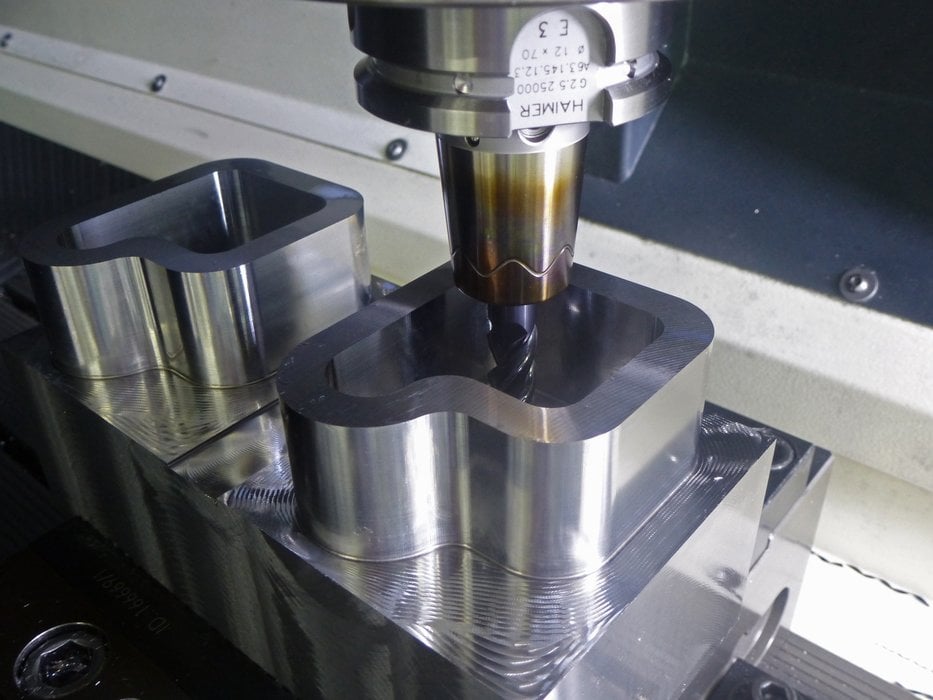
Le fraisage trochoïdal rend l'opération de fraisage trois fois plus rapide et plus profonde, même dans les matériaux difficiles comme l'acier inoxydable ou le titane. Les fraises HAIMER Power Mill avec Safe-Lock™ sont les outils idéaux pour l'usinage.
Image: Haimer
