
www.industrieweb.fr
23
'10
Written on Modified on
MSR : nouveau système d’entraînement des tables rotatives
La solution MSR simplifie grandement le système de transmission mécanique des tables rotatives. Bien souvent, c’est également une solution nettement plus économique.
Jusqu’à présent, la solution la plus classique appliquée aux tables rotatives consistait en un entraînement principal (simple pignon) pour les opérations de rotation et une boîte préchargée (double pignon) pour les opérations de fraisage asservies par l’axe C. Cette boîte complexe et relativement coûteuse autorise des opérations supplémentaires comme le fraisage.
Dans cette configuration, un entraînement principal fournit la totalité du couple, lequel est transmis en continu à la table qui maintient la broche. Il se compose en général d’une boîte de broche intégrant une boîte à 2 vitesses pour étendre la gamme de fonctionnement à puissance constante en fonction des diamètres mini/maxi de pièces. Le système assure un couple élevé lors des faibles vitesses de rotation pour l’usinage d’ébauche d’acier ou de fonte, et des vitesses très élevées pour l’ébarbage ou les passes de finition.
L’entraînement de l’axe C procure au total 100 % de couple à faible vitesse pour les opérations de fraisage. Les deux pignons doivent obligatoirement être désaccouplés lors de la rotation et l’entraînement principal doit être passé au point mort.
REDEX ANDANTEX lance une nouvelle solution sur le marché qui profite des nouveaux systèmes de contrôle et d’entraînement (par exemple, Siemens CNC or Fanuc).
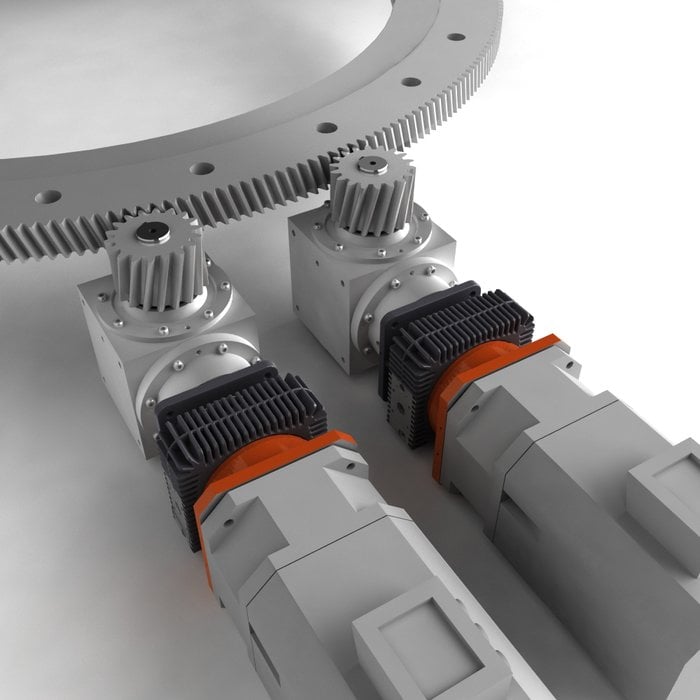
L’entraînement principal se compose de deux boîtes identiques (double pignon) qui répartissent le couple d’entraînement (50%-50%) lors des rotations. Le système CNC gère un couple de pignon préchargé pour annuler tout jeu angulaire. Lors des opérations de fraisage, l’un des pignons est considéré entraînant et l’autre, freiné.
Grâce à sa grande précision de positionnement, le système peut exécuter des tâches supplémentaires sur l’axe C, sans nécessiter de dispositif mécanique additionnel.
Pour son nouveau système d’entraînement, REDEX ANDANTEX a développé une solution clé en main sur la base d’une boîte MSD à 2 vitesses combinée à un renvoi d’angle SERIE R. Ce système intégré compact est prêt à être mis en œuvre. En fonction du type de la machine, les OEM peuvent utiliser le renvoi d’angle en option.
La nouvelle gamme comporte 4 tailles : MSD35R31- MSD35R41- MSD60R41- MSD60R51, offrant une capacité de couple au pignon de 2000/4000 Nm (2 moteurs de 40 kW) à 9000/18000 Nm (2 moteurs de 100 kW), avec deux rapports possibles de 7.66&2 et 9.88&2.
Cette solution, combinée à un rapport de pignon/couronne d’environ 10 à 15, procure :
- des couples de tables rotatives de 200 000 à 270 000 Nm
- des rapports totaux de réduction (pignon + couronne) de 77/20 et 148/30.
Pour les nouveaux développements de tables rotatives, cette solution s’avère beaucoup plus simple et économique. En particulier, elle élimine la nécessité de développer une boîte complexe et coûteuse pour l’axe C.
Pour les systèmes existants, elle procure aussi de multiples avantages. Une solution à deux moteurs est beaucoup moins chère et plus facile à gérer. Dans le cas d’une table rotative haute puissance de configuration classique avec moteur de 160 kW, le MSR utiliserait deux moteurs de 80 kW, davantage standard et revenant moins cher, même avec deux moteurs. La gestion des pièces détachées est beaucoup plus facile à maîtriser avec un moteur plus petit. En outre, il n’est pas nécessaire de gérer la fabrication de la boîte de vitesses pour l’axe C avec tous ses composants.
Dans cette configuration, un entraînement principal fournit la totalité du couple, lequel est transmis en continu à la table qui maintient la broche. Il se compose en général d’une boîte de broche intégrant une boîte à 2 vitesses pour étendre la gamme de fonctionnement à puissance constante en fonction des diamètres mini/maxi de pièces. Le système assure un couple élevé lors des faibles vitesses de rotation pour l’usinage d’ébauche d’acier ou de fonte, et des vitesses très élevées pour l’ébarbage ou les passes de finition.
L’entraînement de l’axe C procure au total 100 % de couple à faible vitesse pour les opérations de fraisage. Les deux pignons doivent obligatoirement être désaccouplés lors de la rotation et l’entraînement principal doit être passé au point mort.
REDEX ANDANTEX lance une nouvelle solution sur le marché qui profite des nouveaux systèmes de contrôle et d’entraînement (par exemple, Siemens CNC or Fanuc).
L’entraînement principal se compose de deux boîtes identiques (double pignon) qui répartissent le couple d’entraînement (50%-50%) lors des rotations. Le système CNC gère un couple de pignon préchargé pour annuler tout jeu angulaire. Lors des opérations de fraisage, l’un des pignons est considéré entraînant et l’autre, freiné.
Grâce à sa grande précision de positionnement, le système peut exécuter des tâches supplémentaires sur l’axe C, sans nécessiter de dispositif mécanique additionnel.
Pour son nouveau système d’entraînement, REDEX ANDANTEX a développé une solution clé en main sur la base d’une boîte MSD à 2 vitesses combinée à un renvoi d’angle SERIE R. Ce système intégré compact est prêt à être mis en œuvre. En fonction du type de la machine, les OEM peuvent utiliser le renvoi d’angle en option.
La nouvelle gamme comporte 4 tailles : MSD35R31- MSD35R41- MSD60R41- MSD60R51, offrant une capacité de couple au pignon de 2000/4000 Nm (2 moteurs de 40 kW) à 9000/18000 Nm (2 moteurs de 100 kW), avec deux rapports possibles de 7.66&2 et 9.88&2.
Cette solution, combinée à un rapport de pignon/couronne d’environ 10 à 15, procure :
- des couples de tables rotatives de 200 000 à 270 000 Nm
- des rapports totaux de réduction (pignon + couronne) de 77/20 et 148/30.
Pour les nouveaux développements de tables rotatives, cette solution s’avère beaucoup plus simple et économique. En particulier, elle élimine la nécessité de développer une boîte complexe et coûteuse pour l’axe C.
Pour les systèmes existants, elle procure aussi de multiples avantages. Une solution à deux moteurs est beaucoup moins chère et plus facile à gérer. Dans le cas d’une table rotative haute puissance de configuration classique avec moteur de 160 kW, le MSR utiliserait deux moteurs de 80 kW, davantage standard et revenant moins cher, même avec deux moteurs. La gestion des pièces détachées est beaucoup plus facile à maîtriser avec un moteur plus petit. En outre, il n’est pas nécessaire de gérer la fabrication de la boîte de vitesses pour l’axe C avec tous ses composants.
